
PLC控制的智能化物料运送系统
通信系统代写 本文主要通过视觉技术结合PLC控制方式,研究了基于视觉的工字轮自动运送设备的机械手控制系统。对视觉系统中工字轮目标的识别进行硏究:通过对相机成像模型的分析,进行了相机标定,同时得到机械手在抓取目标工字轮的过程中所涉及的坐标转换关系。
摘要
本文主要通过视觉技术结合PLC控制方式,研究了基于视觉的工字轮自动运送设备的机械手控制系统。对视觉系统中工字轮目标的识别进行硏究:通过对相机成像模型的分析,进行了相机标定,同时得到机械手在抓取目标工字轮的过程中所涉及的坐标转换关系。通过实际对比确定工字轮图像的处理方法获得较为理想的工字轮轮廓图像。通过对比分析,提出了一种基于直线特征点提取并进行最优直线拟合的算法来实现对工字轮图像实际轮廓中心点的定位,经坐标转换关系,确定工字轮的真实坐标。通过对工字轮运送的机械手进行路径规划,确定了工字轮的运送次序。通过分析系统的控制要求,确定了工字轮运送的动作流程,并对硬件电路部分进行了设计同时使用顺序控制法设计PLC控制程序。采用OPC通信技术完成计算机和PLC之间的数据传输。
关键词:PLC,运送系统,机械手,视觉
Abstract 通信系统代写
In this paper, the manipulator control system of I-wheel automatic conveying equipment based on vision is studied by combining vision technology with PLC control mode. In this paper, I-wheel target recognition in vision system is studied. Through the analysis of camera imaging model, the camera is calibrated, and the coordinate transformation relationship involved in the process of grasping the target I-wheel by manipulator is obtained. The ideal contour image of I-wheel is obtained by comparing and determining the processing method of I-wheel image. Through comparative analysis, an algorithm based on line feature point extraction and optimal line fitting is proposed to locate the center point of the actual contour of the I-wheel image, and the real coordinates of the I-wheel can be determined by coordinate transformation. Through the path planning of the manipulator transported by the I-wheel, the transport order of the I-wheel is determined. By analyzing the control requirements of the system, the action flow of I-wheel transportation is determined, and the hardware circuit is designed. At the same time, the PLC control program is designed by sequential control method. OPC communication technology is used to complete the data transmission between computer and PLC.
Key words: PLC, transportation system, manipulator, vision
目录
1 绪论
1.1 研究背景及意义 通信系统代写
随着我国经济的快速发展,我国制造业也呈现蓬勃发展的趋势,但是在产业结构方面,“劳动密集型”产业依然是主要模式。目前,我国的人口红利逐渐消失,劳动力资源也随之变化,呈现岀短缺的现象,使得劳动力在市场供求关系上产生了巨大的变化山。因此促使劳动力成本逐渐增加,“劳动密集型”企业的生产成本也逐步上升,企业生存与发展面临巨大挑战,推动产业的改造与升级已经迫在眉睫。我国政府为应对未来科技与产业的巨大变革,制定了《中国制造2025》作为提升制造业整体实力、建设世界制造强国的行动纲领。以强化基础、智能转型、创新驱动、绿色发展为要义,加快制造业实施产业升级、质效并举的重大战略仼务和重大举措措施,使我国到2025年确立制造强国的世界地位。
传统的自动化输送设备包括辊子输送机、链式输送机、皮带输送机、叉车、有轨穿梭车、自动导引车等。这些传统输送设备已经在实际的生产中使用多年,技术较为成熟,但依然有本身固有的局限性使用辊子、链条、皮带等传动机构的固定式输送机多用于产品的生产装配线。这种固定式输送机往往占地面积大、体积庞大、笨重、运动形式单一、结构复杂检修维护难。当生产线需要调整、改装时,固定式输送机几乎没有灵活性,往往需要全部重新设计、安装,浪费大量的时间和人力物力。叉车的运动灵活性较高,但需要培训或聘请经验丰富的熟练工人进行操作,耗费大量的人力资源。有轨穿梭车和自动导引车相对于固定式输送机较为轻便、灵活,但行驶路线固定,遇障往往只能急停无法绕行或越障,缺乏自主路径规划能力;当行驶路线需要调整时,又必须重新铺设导轨或埋设引导线,费时费力。快速发展的柔性自动化生产线和自动化立体仓库迫切需要自动化程度高、可靠性高、灵活性高的新型智能运输工具。
物料运送系统是一种拥有运送功能的智能型运输系统,它能够根据预先设定好的任务自动完成一系列路径规划及运输工作。随着自动化与网络技术的迅速发展,在智能化工厂、柔性制造系统以及物流仓储等方面,物料运送系统已经得到了广泛的应用。在食品、汽车、烟草等行业中,在自动化立体仓库、各个生产车间、各个工位及各段输送线之间,物料运送系统扮演着不可取代的重要角色。
1.2 国内外研究现状
国外很早就开展了对于运送机器人的研究,视觉与之相结合的研究也相应地取得了不少成果。1960年, Unimation公司在物体运送过程中使用了世界上最早的运送机器人Ⅴ ersatran和 Unimate 。1973年, shirai和 Inoue通过在一个位置固定安装摄像机的方式,将视觉引入机械手的控制系统中,实现了对目标的定位,完成了机械手对目标的相关操作。1974年,瑞典的ABB公司在物料运送方面研制了世界上第一台全电控式的IRB6工业机器人。此后,机器人行业进入快速发展时期。美国 st Robotics公司研发的ST机械手可以应用于较为复杂的工作中,能够完成实验室样品的处理和物料运送任务。XR22机器人能够快速抓取生产线上的产品,并将产品有序地放置在相应的位置上。
我国运送机器人的研发相比于国外开始较晩,有关视觉和运送机器人相结合的研究也较国外稍滞后一些。在运送机器人的研发方面,李金泉等通过对现有的某款机器人的改进,研制了具有50kg负载能力的TH50型运送机器人,中科院合肥物质科学硏究院先进制造技术研究所在2013年自主研发了能够实现高速重载的运送机器人,体现了国内在运送机器人的相关技术领域内的领先水平。运送机器人的本体采用并不复杂的四连杆机构,能够负载上百公斤,同时结合相关智能算法实现了对运送机器人处于高速运行时的精确控制能够达到每小时1200件物品的运送效率。在机器视觉与运送机器人相结合的方面,邱泓等通过PC与PLC相结合的视觉检测控制,设计开发了针对玻璃瓶识别与快速抓取的自动运送系统,具有较高的可靠性。彭路等通过视觉与激光传感器相结合,获取到散热片的相关信息,并改进了Harris角点检测算法,实现了散热片的自动运送,其检测精度与效率较高。李湘伟等设计硏究了种基于机器视觉的工件分拣与运送的小型机器人系统,实现了不同颜色的同种工件的分拣与运送,识别率高。
随着计算杋性能的提髙以及各种智能算法的发展,图像处理技术变得日益成熟。以图像处理为核心的机器视觉技术的硏究与应用也在快速展开。图像处理与视觉都是指对目标图像的分析处理,图像处理主要侧重于通过数学变换实现图像中目标信息的提取,而视觉则是侧重于通过对图像中目标的识别与定位来获得目标信息。 通信系统代写
在图像处理的相关算法的硏究中,针对目标识别与定位的理论方法已取得很多研究成果。Yu-Lan Z提出了一种基于目标区域不同和目标与背景之间一维平均灰度绝对差最大值相结合的快速目标检测方法。Li L等。提出了一种基于目标轮廓的快速识别算法。该算法基于相对轮廓矩不变的原理对目标进行了识别Xia G等针对实时系统中算法复杂度、跟踪精度和快速性之间的矛盾,提出了种新的改进的高效算法。该算法基于模板粗略匹配的特点,通过降低分辨率釆用序贯相似性检测算法(SSDA)对目标进行定位。同时,研究者提出了基于置信度最大近距离的模板更新算法,并采用卡尔曼滤波算法对目标位置进行估计降低了遮挡时的目标丢失率。 wang Y等通过自适应遗传算法的二维Otsu分割完成图像分割,实现了机器人视觉的目标识别与定位。 Zhang H等从亚像素边缘定位出发,根据实际图像的中心几何特征和灰度分布特征,提出了一种改进的亚像素边缘提取算法,然后采用最小二乘法实现中心定位。wang Hao等通过形状矩不变量和加权欧氏距离进行了相应算法的改进,并验证了该算法对光照的不敏感性,其在识别颜色相近的物体方面具有很大的优势,具有高效、准确鲁棒性好等优点。 Guan E等利用SURF算法提取单个目标或多个目标的特征点,并将目标特征存储在数据库中,然后在图像配准过程中遍历目标数据库对目标进行识别,实现了对三维旋转目标和多目标的快速有效识别。
1.3 本文主要内容
本文主要研究内容为PLC的智能工字轮运送控制系统,主要包括运送系统总体设计、目标识别以及运动控制系统等部分。视觉系统对货箱中的工字轮进行识别与定位,经数据传输后,再通过PLC控制系统对运送系统的运动进行控制,完成工字轮料的运送任务。视觉系统目标识别与定位过程中主要涉及到相机标定、工字轮图像的采集、工字轮图像的轮廓提取、工字轮目标的定位等内容,通过视觉识别与定位可以获取工字轮料的位置信息,对工字轮进行准确定位。基于PLC的运动控制系统主要包括PLC控制系统,通过视觉系统传输的物料位置信息,控制手部动作,实现工字轮的准确抓取,运送与放置。
2 运送系统总体设计 通信系统代写
本文以桁架式结构为主体,结合三轴驱动单元和末端执行器构成绕线工字轮自动运送设备的机械本体结构。当视觉系统采集到工字轮图像后,通过计算机进行图像处理得到工字轮的位置信息,再传输至PLC,PLC控制机械手准确完成相关动作。系统的总体结构设计主要包括工字轮运送的机械手本体结构、视觉系统以及PLC控制系统等部分的设计。
2.1 机械手本体结构设计
机械手的主要任务是将放置于货箱中的工字轮运送至绕线工位,动作结束后机械手上升到安全位置待命,等待工字轮绕线完成后将其取回并运送回货箱中原来的位置,然后继续抓取货箱中其他未绕线的工字轮,重复上述动作,直至工字轮全部绕线完成并运送回货箱。
2.2 视觉系统设计
工字轮运送的机械手的视觉系统主要由镜头、工业相机和计算机组成。由于移栽台位置固定,货箱与工字轮均为特殊专用件,其尺寸易知,故安装于机械手上的相机可以先随机械手运动到工字轮的上方即先进行粗定位以确保工字轮始终处于相机的视野范围内。视觉系统的工作流程为:相机随机械手运动到货箱中工字轮的上方进行工字轮图像的采集,然后将采集到的工字轮图像传输到计算机中,通过图像处理后获取工字轮的位置信息,然后将数据传输至PLC。
2.3 PLC控制系统设计 通信系统代写
PLC控制系统结构图如图2-2所示,控制系统通过伺服驱动器与伺服电机组合形成的伺服驱动系统实现机械手的精准定位,完成工字轮运送任务。具体过程为:当相机采集到工字轮图像并经计算机图像处理后,得到工字轮位置信息,PLC根据接收到的工字轮位置信息给出相应的控制指令,通过伺服驱动系统产生相应的运行速度或力矩3,精准控制机械手达到完成相应动作所需要的速度和姿势。
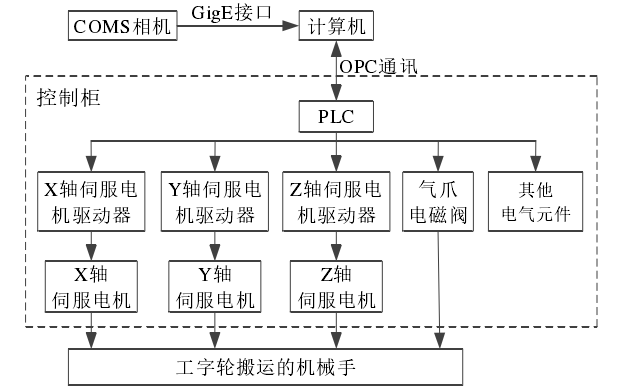
图2-2PLC控制系统结构图
作为核心控制器的PLC的选型对运动控制系统非常重要。西门子公司的PLC以其成本低、实用性强等特点在国内外得到了广泛使用。其中S7-1200系列的PLC结构紧凑、便于扩展,能够作为一个组件组态到一个完整的集成自动化控制系统中。本文选用SIEMENS的S7-1200系列1214C型CPU。
3基于视觉的目标识别与定位
通过机器视觉实现对运送设备的机械手运动的引导,需要在采集到的目标图像中获得工字轮的位置信息。主要通过对采集到的工字轮目标图像进行处理,获取其在图像中的位置信息。
3.1 相机标定
机器视觉的应用是通过相机拍摄空间中的目标物体,提取出目标表面的相应信息,并由此识别目标物体及其相关特征。空间中目标表面的任意点和它在相机成像中的位置关系是通过摄像机的成像几何模型所确定的。相机标定就是为了获取成像几何模型的参数。
相机拍摄三维空间中的物体,将它投影到二维像面上,这个过程可用相机模型来描述μ。根据所用模型的不同,可以分为线性以及非线性模型。透视投影中的小孔成像模型是一种较为理想且常用的线性模型。通常小孔成像会忽略因相机镜头畸变而对成像造成的影响。如图3-1所示为空间一点在小孔成像模型下的坐标系关系。
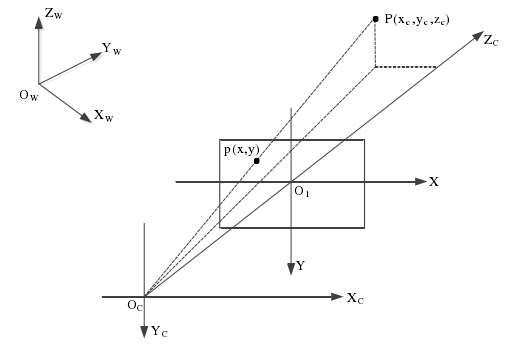
图3-1 小孔成像中的坐标系关系
小孔成像模型是一种较为理想且常用的线性模型。在实际中,相机的光学成像系统并不是严格基于小孔成像模型建立的,这是由于镜头在生产过程中出现误差,致使相机的成像和理想模型中的成像存在着一定程度上的畸变误差。通过分析镜头的成像误差能够建立相机畸变模型,用公式表示为:
镜头畸变成像示意图如图3-2所示,O为成像中心。由示意图可知离成像中心越远,畸变越大。
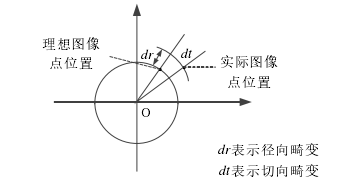
图3-2 镜头畸变成像示意图
根据公式可知图像的畸变情况取决于相机的内参数,对同一相机而言内参数相对不变。因此对搭建完成视觉系统进行相机标定并保存标定参数,能够在一定程度上校正其所采集到的目标图像。
相机标定的主要方法有传统标定法、自标定法和基于主动视觉的标定法对于传统标定法,一般是通过采集几何信息确定的参考目标的图像,经由相关数学运算,获取相机的内参和外参。自标定法是通过许多图像之间的相应点的联系来对相机标定,可以不提供目标参照物。基于主动视觉的标定法是通过些确定的运动信息获取相关参数。 通信系统代写
张正友标定法融合了传统的标定法与自标定法的优点,具有成本低、操作简单的特点。张正友标定法可以根据使用的标定软件的不同选择不同样式的标定板。本课题使用HALCON软件来完成标定过程。 HALCON具有专用的标定板且可以自制。如图3-2所示为本课题选用的规格为50mm×50mm的圆点型标定板标定板上的行列信息通过相应的描述文件来获取,其中包含圆形标记的半径、圆点中心间距等参数信息。
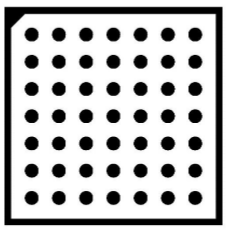 图3-2 原点型标定板
图3-2 原点型标定板
通过图像采集装置对标定板进行图像采集,结合标定板描述文件进行标定实验,其标定过程如图3-3所示
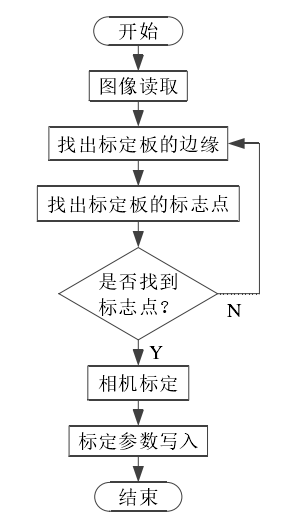
图3-3 标定流程图
3.2 工字轮目标定位 通信系统代写
经过处理得到的工字轮轮廓图像中并不是所有的边缘都是定位工字轮所需要的。为此,必须对工字轮图像中感兴趣区域的边缘进行特征点提取,获得符合要求的特征点。然后对符合要求的特征点进行最优直线拟合并分别联立左上角、右上角、左下角、右下角区域中通过最优直线拟合得到的两条直线的方程,所获得的各交点坐标即为各角点坐标。
工字轮图像轮廓边缘的左上角、右上角、左下角、右下角区域中角点坐标获取的具体方法如下:
(1)在工字轮轮廓图像中的左上角、右上角、左下角、右下角分别设置一定的感兴趣区域。在所设的区域中,通过间隔选取像素点构造辅助直线使其与目标工字轮轮廓的边缘垂直相交,使得所构造的辅助直线上存在工字轮轮廓边。
(2)提取所构造的辅助直线上符合要求的工字轮轮廓边缘的特征点。
引入参数以及,R1表示图像的边缘相应特征点的平均梯度值,表示图像的边缘相应特征点的梯度方向,表示图像的边缘与x轴的标准角度。
对于函数,它的位置(x,y)的梯度能够用矢量表示:
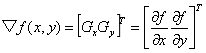
这个矢量的幅度和方向分别为:
![]()
![]()
求取出所构造的辅助直线上与图像边缘相交的各点的梯度的模长M以及方向。由于图像边缘存在较大梯度变化,根据所构造直线的方向与图像边缘交点的排序,可以提取出使得且成立的点。经过提取后,可以得到所有构造的辅助直线与目标图像边缘相交的第一个特征点。
通过上述方法对工字轮轮廓图像进行处理,当所构造的直线的方向是从上到下时,能够提取到直线与工字轮轮廓图像上边缘相交且排序第一的特征点;当所构造的直线的方向是从左到右时,能够提取到直线与工字轮轮廓图像左边缘相交且排序第一的特征点;当所构造的直线的方向是从下到上时,能够提取到直线与工字轮轮廓图像下边缘相交且排序第一的特征点;当所构造的直线的方向是从右到左时,能够提取到直线与工字轮轮廓图像右边缘相交且排序第一的特征点。
将所有构造的直线与工字轮轮廓图像相应区域的边缘相交且满足条件的特征点以数组的形式进行保存,其左上角区域分别有数组,右上角区域分别有数组,左下角区域分别有数组,右下角区域分别有数组。
(3)由于工字轮图像的边缘可能存在着没有完全消除的噪声等干扰因素满足条件的特征点中可能还有一些干扰点,通过这些点拟合得到的直线会有较大误差。使用最小二乘法对各区域符合要求的特征点进行直线拟合,能够使误差变效。
取工字轮轮廓图像左上角区域中的数组为例,使用最小二乘法拟合直线的过程如下:
设工字轮轮廓图像左上角区域的上边缘的直线方程为:
y=a1x+b1
式中分别表示直线的斜率、截距。若数组中有N组数据。
由最小二乘法得:
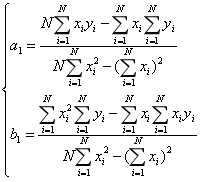
同理能够求得数组中的特征点经最小二乘法拟合得到的直线方程,联立两个直线的方程解得工字轮轮廓图像左上角区域中角点的像素坐标。
同理,可以得到工字轮轮廓图像右上角区域中角点的像素坐标,左下角区域中角点的像素坐标,右下角区域中角点像素坐标,其各区域中的角点示意图如图3-7所示。 通信系统代写
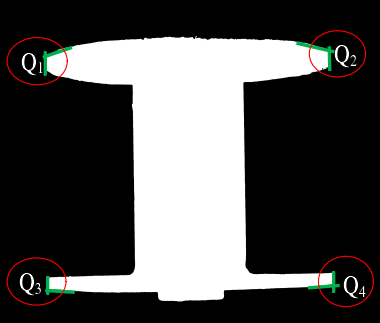
图3-7 各角点示意图
设工字轮轮廓图像左上角区域中角点及其右下角区域中角点所在直线的方程为,右上角区域中角点及左下角区域中角点所在直线的方程为。如图3-8所示的直线与的交点即为工字轮实际轮廓的中心点。
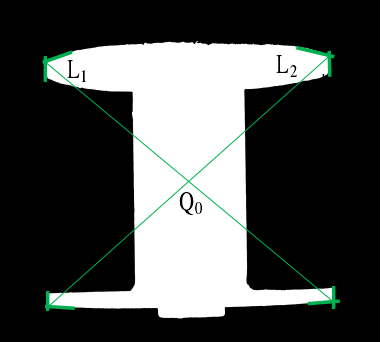
图3-8 工字轮实际轮廓的中心点定位示意图
通过图像处理后得到的工字轮的中心点。在图像中的位置是以图像像素坐标系来描述的,工字轮运送的机槭手对工字轮进行抓取时,需要将图像像素坐标系下描述的工字轮中心点坐标转换到机槭手坐标系下,以获取其真实坐标。通过相机标定得到的图像像素坐标系与标定板坐标系的转换关系,结合从手眼关系中得到的机槭手坐标系与标定板坐标系的转换关系,能够获取图像像素坐标系与机楲手坐标系的转换关系,完成工字轮图像实际轮廓中心点从图像像素坐标到机械手坐标系下真实坐标的转换。
4 运送控制系统的设计
4.1 系统总体设计
在系统自动运行过程中,视觉系统中的COMS相机是通过外部触发模式进行图像采集的。当载有工宇轮的货箱被移送至移栽台相应位置后,位置传感器发送给PLC一个信号,PLC控制机械手带动COMS相机运动到货箱中工字轮的上方定位;当PLC给出相应的指令后,COMS相机开始采集工字轮图像,并将工字轮图像传输至上位机计算机;通过图像处理后获得工字轮的位置信息,并将数据传送至PLC,PLC控制机槭手执行抓取、运输,工字轮运输控制系统总体结构如图4-1所示。
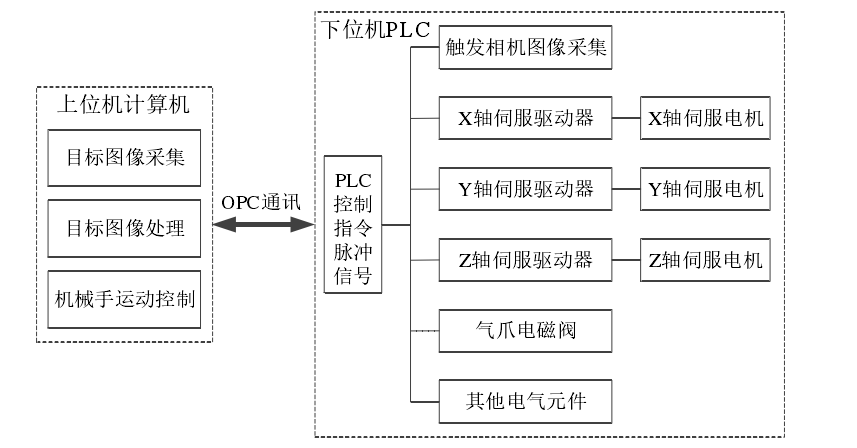
图4-1 工字轮运送控制系统总体结构图
4.2 路径规划 通信系统代写
若设工字轮货箱中存在n个未绕线工字轮,分别表示工字轮在货箱中的位置,表示绕线工位的位置。假设从位置开始运送,则其运送程可作如下描述:机械手从初始位置运动至待命点后,在Z轴方向上处于不与货箱和工字轮发生干涉的安全位置,在x轴和Y轴驱动装置的共同作用下,机械手先运动到位置,然后在Z轴方向下降,抓取工字轮并提升,机械手运动至绕线工位上方并下降,放置工字轮于绕线工位处后,机械手提升至安全高度,待工字轮绕线完成后,机械手下降至绕线工位,将工字轮放回至位置,然后机械手运动至下一个位置处并抓取工字轮,此时机械手有n-1种选择,通过路径规划能够合理地选取工字轮运送次序,节省设备功耗。
4.3 PLC控制系统设计
4.3.1 动作分析
根据实际生产需求,自动收线设备配套一个特制的可放置多个工字轮的货箱货箱置于固定在机械手工作空间内的移栽台上,工字轮位于货箱中的不同位置机械手需要配合自动收线设备来完成工字轮在货箱与绕线工位之间的运送仼务当系统运行时,机械手需要按照已经规划好的工字轮运送次序将未绕线工字轮从货箱中取出,并将其运送至绕线工位,机械手在此工位上提升至安全高度;当控制系统接收到工字轮完成金属线材收卷工作的信号后,机械手从安全高度下降至绕线工位,取走满盘工字轮并放回至货箱中该工字轮原来所在的位置;重复上述过程直至工字轮全部绕线完成并放回至货箱中,机械手回到待命点。机械手的动作流程图如4-5所示。
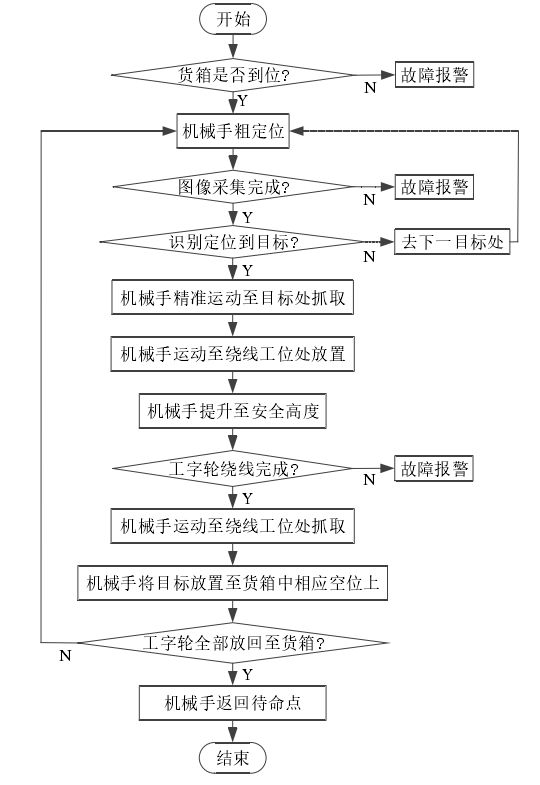
图4-5 机械手的动作流程图
4.3.2 PLC硬件电路设计
(1)硬件结构
本文所研究的机器手为两轴运动机械手,核心控制器由PLC及I/O模块和位控模块EM253组成,升降及水平移动由两台伺服电机驱动,手部的抓放由气缸来驱动,各类信号由控制面板和生产线输入。伺服电机配有驱动器,通过位控模块来完成脉冲输入,气缸的伸缩由一组继电器进行控制。各部件的运动极限由脉冲进行限位,并配有极限行程开关作为极限保护装置。机械手的控制系统硬件结构如图4-6所示。
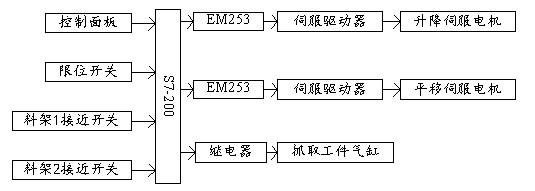
图4-6 控制系统硬件结构图
本系统主要由PLC主控单元、伺服驱动器、继电器、各类传感器和控制面板等组成。
主控制单元采用模块式结构,各功能模块独立封装,安装在机架和导轨上,它由PLC模块、I/O模块、两个位控模块和触摸终端组成,各模块之间通过PLC专用电缆联接,控制面板与PLC之间采用专用信号电缆联接。
(2)PLC系统设计
根据系统分析选择用“CPU226 AC/DC/继电器24输入/16继电器输出”型PLC,同时,考虑到I/O端的分组情况以及隔离与接地要求,增加10%-20%的裕量。另配一个EM223 24 VDC数字组合8输入/8输出的扩展模块和两个EM253位控模块。
(3)I/O分配表
本控制系统的PLC的输入、输出点数的确定是根据控制系统设计要求和所需控制的现场设备数量加以确定。
1)PLC的输入端口包括自动循环工作按钮、点动按钮、总停按钮等,还包括电动机的热保护继电器输入,外接电路电磁阀的输入点,伺服驱动器的输入等。
2)PLC的输出端口包括运行指示灯、继电器、外部接口、伺服电机接口、EM253输入等。
PLC输入、输出分配表如表4-1所示。
表4-1 PLC的I/O地址分配表
| 输入点分配 | 输出点分配 | ||||
| 地址 | 电气元件 | 功能说明 | 地址 | 电气元件 | 功能说明 |
| I0.0 | SF1 | 启动按钮 | Q0.0 | PG1 | 报警灯 |
| I0.1 | SF2 | 伺服报警清除 | Q0.1 | PG2 | 上升指示灯 |
| I0.2 | SF3 | 原点复位 | Q0.2 | PG3 | 下降指示灯 |
| I0.3 | SF4-1 | 自动工作方式 | Q0.3 | PG4 | 前进指示灯 |
| I0.4 | SF4-2 | 手动工作方式 | Q0.4 | PG5 | 后退指示灯 |
| I0.5 | SF4-3 | 半自动工作方式 | Q0.5 | PG6 | 夹紧指示灯 |
| I0.6 | SF5 | 机械手上升 | Q0.6 | PG7 | 松开指示灯 |
| I0.7 | SF6 | 机械手下降 | Q0.7 | KF1 | 上升完成 |
| I1.0 | SF7 | 机械手前进 | Q1.0 | KF2 | 下降完成 |
| I1.1 | SF8 | 机械手后退 | Q1.1 | KF3 | 前进完成 |
| I1.2 | SF9 | 机械手夹紧 | Q1.2 | KF4 | 后退完成 |
| I1.3 | SF10 | 机械手松开 | Q1.3 | KF5 | 加紧完成 |
| I1.4 | SF11 | 非常停止 | Q1.4 | KF6 | 松开完成 |
| I1.5 | SF12 | 停止 | Q1.5 | KF7 | 伺服1电源接通 |
| I1.6 | BG1 | 上升极限 | Q1.6 | KF8 | 伺服2电源接通 |
| I1.7 | BG2 | 升降原点 | Q1.7 | KF9 | 伺服报警解除 |
| I2.0 | BG3 | 下降极限 | Q2.0 | KF10 | 伺服1运行 |
| I2.1 | BG4 | 后退极限 | Q2.1 | KF11 | 伺服2运行 |
| I2.2 | BG5 | 进退原点 | Q2.2 | KF12 | 伺服1停止 |
| I2.3 | BG6 | 前进极限 | Q2.3 | KF13 | 伺服2停止 |
| I2.4 | BG7 | 料架1有工件 | Q2.4 | KF14 | 夹紧工件 |
| I2.5 | BG8 | 料架2无工件 | Q2.5 | KF15 | 松开工件 |
| I2.6 | KF1 | 伺服1报警 | |||
| I2.7 | KF2 | 伺服2报警 | |||
| I3.0 | KF3 | 伺服1定位完成 | |||
| I3.1 | KF4 | 伺服2定位完成 | |||
(4)PLC外部接线图
PLC外内接线图如图4-7所示。 通信系统代写
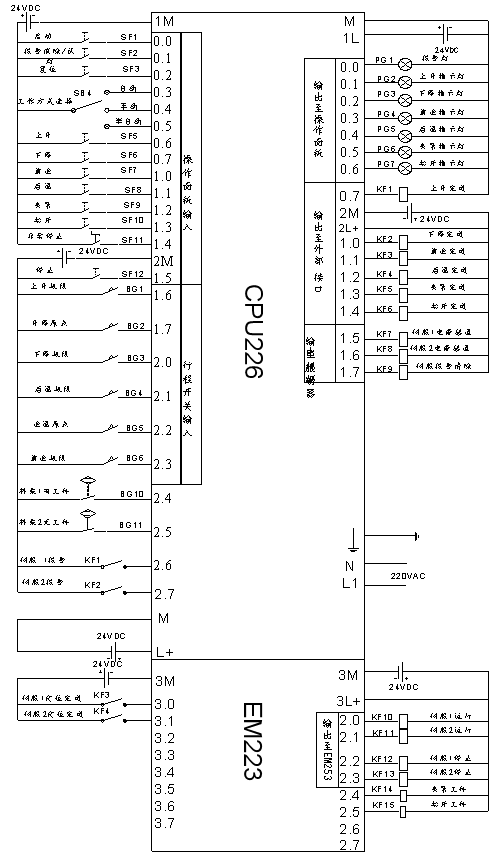
图4-7 PLC的I/O配置图
伺服驱动器X5接口位置控制模式控制信号接线图如图4-8所示。
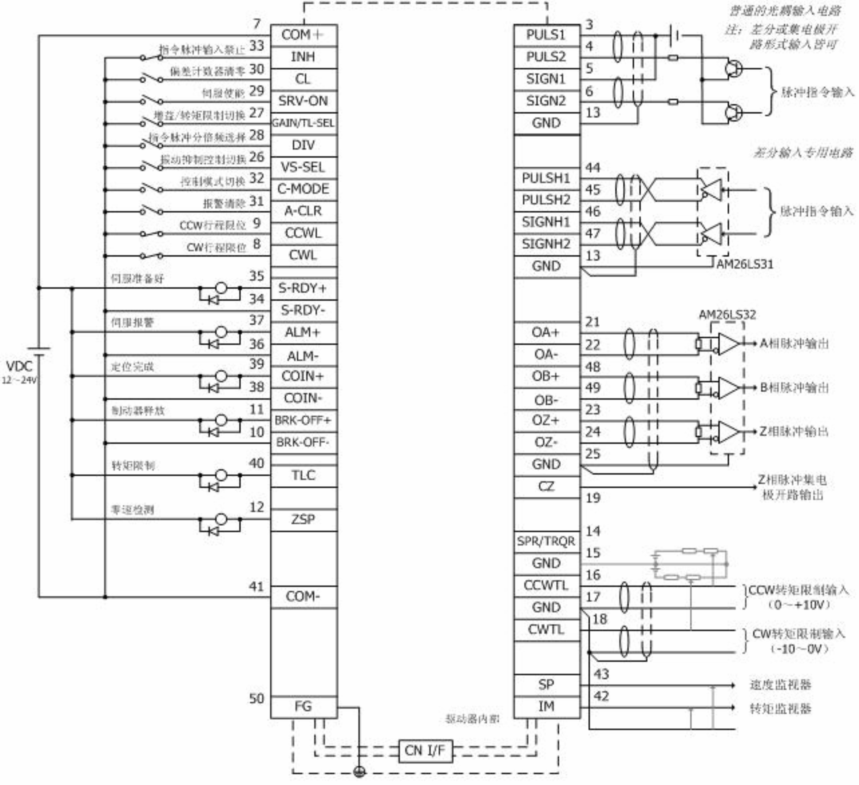
图4-8 伺服驱动器X5接口位置控制模式控制信号接线图
定位模块EM253与标准驱动器接线图如图4-9所示。
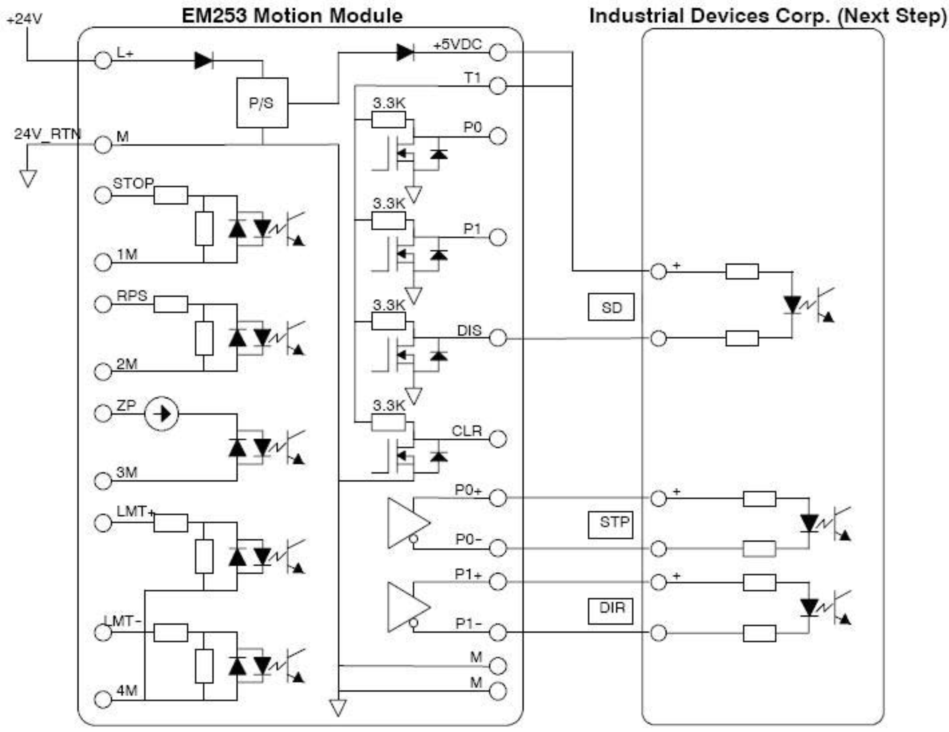
图4-9 定位模块EM253与标准驱动器接线图
4.3.3 控制电路设计
控制系统电路主要用来控制两台伺服电机、PLC、变压器以及外围设备等,控制系统电源电路接线如图4-10所示。
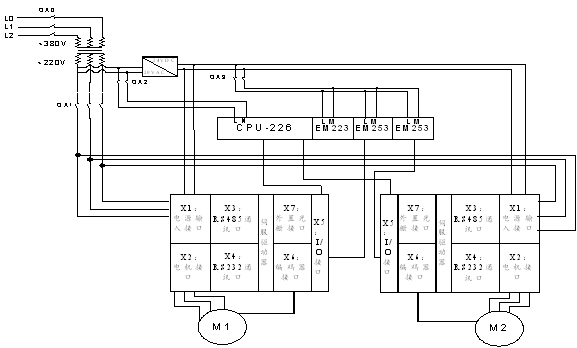
图4-10 控制系统电源电路图
电源电路主要给两台伺服电机,伺服驱动器和PLC控制器供电,系统采用的是380V交流电的输入,而伺服电机所用的电压为三相220V交流电,经过变压器将电压降为220V接至伺服控制器的电源输入端,再通过电源将220V的三相电压转换为24V直流电给PLC模块和伺服驱动器的控制系统供电。
4.3.4 PLC程序设计 通信系统代写
(1)主程序设计
本系统的控制程序由主程序构成整体架构,主程序中主要设定工作状态,如找原点、自动状态、半自动状态、手动状态等。初次上电时,调用初始化子程序,完成初始化工作。初始化完成后,如果是初次上电或处于自动状态则机械手复位。主程序流程如图4-11所示。
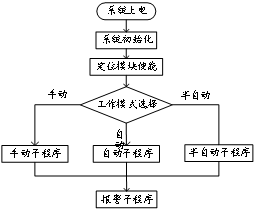
图4-11 主程序框图
(2)初始化子程序设计
初始化子程序用来完成系统参数的初始化工作,PLC首次上电时执行初始化子程序。在系统首次上电后等待30秒开始将系统的各状态位置位,清零步进脉冲,并给定位模块赋初始值。初始化子程序框图如图4-12所示。
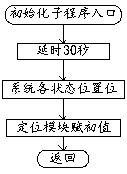
图4-12 初始化子程序框图
(3)复位子程序设计
复位子程序用来完成机械手回复原点动作的程序,当机械手处于手动状态,不论机械手处于何种工位,按下复位按钮开始调用复位子程序,机械手完成的复位动作,回到机械手原点。复位子程序框图如图4-13所示。
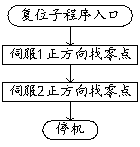
图4-13 系统复位子程序框图
机械手在寻找原点是调用S7-200PLC定位模块EM253的回零子程序,定义机械手在寻找原点时两个伺服电机都正转,沿正方向寻找。EM253回零子程序梯形图如图4-14所示:
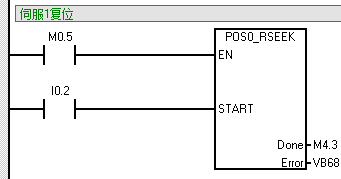
图4-14 伺服电机运行回零子程序梯形图
(4)手动子程序设计
手动子程序用于控制机械手与生产线断开通信后的单步动作,通过控制面板上的选择开关进行机械手工作方式选择,通过控制面板上的按钮进行手动操作。当处于手动状态,且各部位处于原位,各电机处于停止状态时,按下控制面板上的上升、下降、前进、后退、夹紧、松开按钮时进行相应动作,再次按下相应按钮则停止动作。此时,除急停信号外,其他输入信号无效。系统手动子程序框图如图4-15所示。
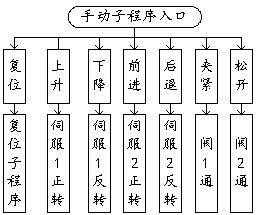
图4-15 手动运行子程序框图
机械手在运动时靠伺服电机驱动,伺服电机的正反转靠伺服定位模块EM253控制,在实现机械手升降进退时调用定位模块EM253的运行子程序,实现伺服已固定的速度行驶固定的距离。EM253运行子程序如图4-16所示:
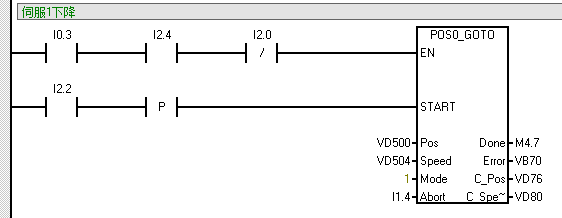
图4-16 伺服电机运行子程序梯形图
(5)半自动子程序设计
半自动子程序用来控制与生产线断开通信时的单循环连续动作,通过控制面板上的选择开关选择状态,通过启动按钮进行操作,当按下启动按钮后机械手首先沿正方向寻找原点,到达原点后按照在自动工作方式下的动作顺序进行工作。半自动操作在一般使用中比较少用,主要是在系统出现故障时才会使用,系统半自动程序框图如图4-17所示。
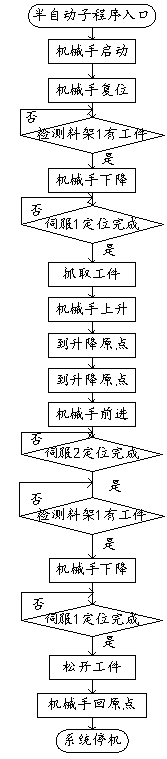
图4-17半自动运行子程序框图
(6)自动子程序设计 通信系统代写
自动子程序用于控制与生产线连接通信时,接收生产线上信号的连续循环动作,自动子程序是机械手控制系统最为重要的子程序,在正常生产中主要使用自动工作方式。当系统上电后,选择自动工作方式,按下启动按钮,系统会按照自动方式工作,机械手首先沿正方向寻找原点,并检料架是否有工字钢,当料架1上有工字钢后伺服1反转机械手下降到工位2,抓取工件并等待2秒,伺服1正转回升降原点,伺服2再反转到达前进工位后伺服1在反转下降到工位1,放下工件等待2秒机械手回原点,在循环操作,直到停机。系统自动子程序框图如图4-18所示。
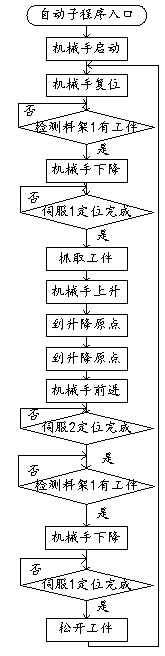
图4-18 自动运行子程序框图
4.4 通信设计 通信系统代写
西门子S7-200系列PLC的通讯接口具有全面集成工艺功能,能够通过以太网协议实现与第三方设备通讯。本文使用西门子公司编程组态软件 TiA Portal v4对PLC硬件机架以及PC站进行配置,利用 SIMATIO创建OPC服务器,并使用C#语言编写OPC客户端程序,实现上位机PC与西门子S7-1200PLC之间的实时数据传输。
5组态调试
5.1 主界面设计
根据系统控制要求,基于机器视觉的工字轮搬运的机械手控制系统的上位机应该具备以下几个功能模块:
1)系统登录模块:为了生产安全以及对系统的保护,需要设置用户名及相应的密码,使具有操作权限的工作人员才能对系统进行操作,实现对系统的保护提高可靠性;
2)系统初始化模块:建立上位机计算机与下位机PLC之间的通讯,检查PLC有无出现故障,进行复位操作;
3)模式选择模块:系统在正常运行状态下为自动模式,但当系统需要进行检修、调试等操作时,为确保安全,需要在手动模式下运行;
4)图像采集与处理模垬:可以通过软件触发相机采集图像,并对采集到的工字轮图像进行处理,统计识别工字轮的个数,提取工字轮特征信息,同时可以保存图像及相关信息;
5)机械手运动控制模块:通过对机械手的运动进行控制,实现工字轮的抓取与放置;
6)显示模块:实时显示机械手的位置坐标、运行速度、抓取工字轮的数量系统运行状态等;
7)査询记录模块:根据制要求对工字轮搬运的机械手的每一次操作进行记录,并保存报警信息;
8)监控报警模块:为保证系统安全稳定的运行,对系统运行的全过程进行监控。当系统中出现故障或异常时发出警告,通过实时显示反馈给用户,提示用户及时处理。
上位机界面的总体功能结构框架图如图5-1所示。
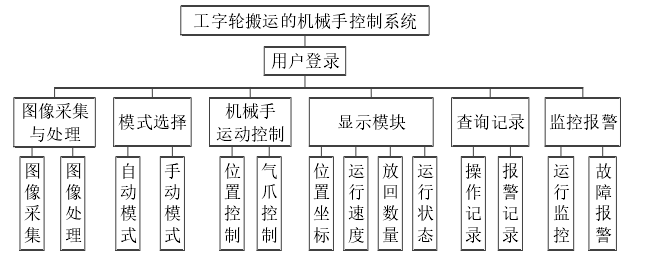
图5-1 上位机界面的总体功能结构框架图
为了便于控制系统与视觉系统的集成,使用C语言完成上位机计算机软件的程序设计。上位机计算机中基于机器视觉的工字轮搬运的机械手控制系统软件的主界面如图5-2所示。
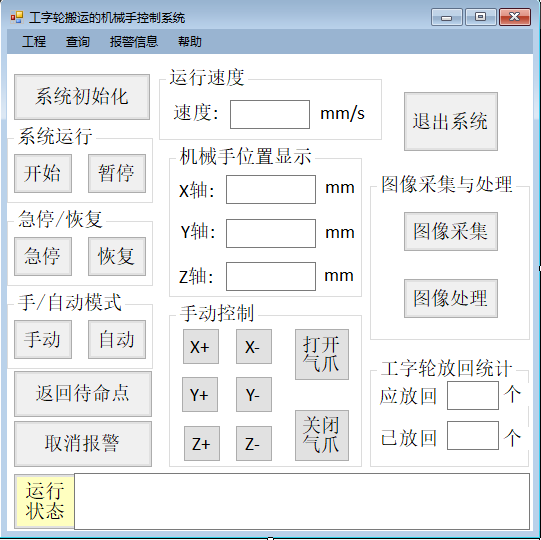
图5-2 工字轮搬运的机械手控制系统主界面
5.2 PLC硬件组态及配置
首先对S7-1200PLC进行硬件配置。在本设计中,选用1214DC/DC/DC型CPU,在TIA Portal v14中进行组态配置,并将配置好的CPU以及PC系统中常规PC里的 PC station模块添加到项目中。进入PC Station界面,在“通讯模块”中添加一个Ie general,同时在“用户应用程序”中添加一个OPC Server的应用,如图5-2所示。
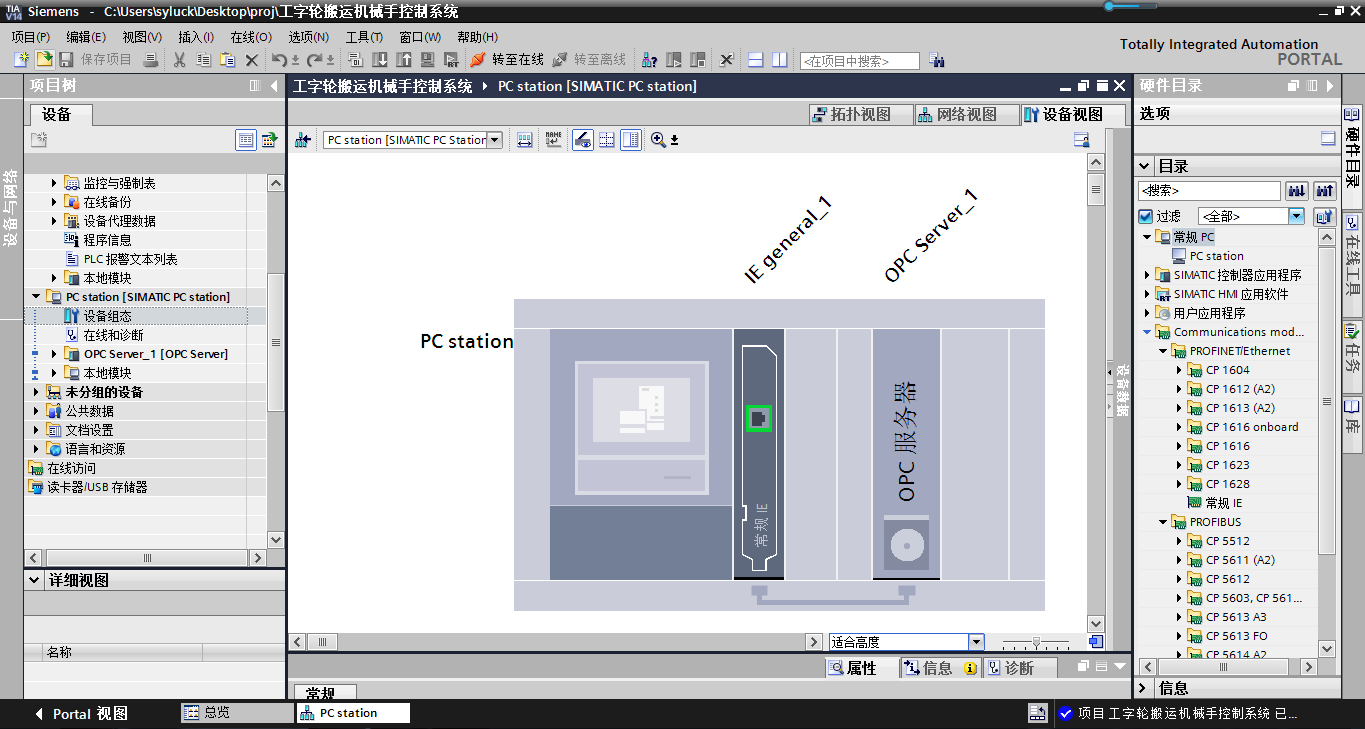
图5-2 PC Station的硬件组态
在设备和网络界面,建立从PLC到 PC station的S7连接,接着在PLC模块的 Ethernet端口的属性栏中,通过“以太网地址”选择默认系统子网名PN/IE_1”,同时对PLC模块的IP地址以及子网掩码进行配置。如图5-3所示。
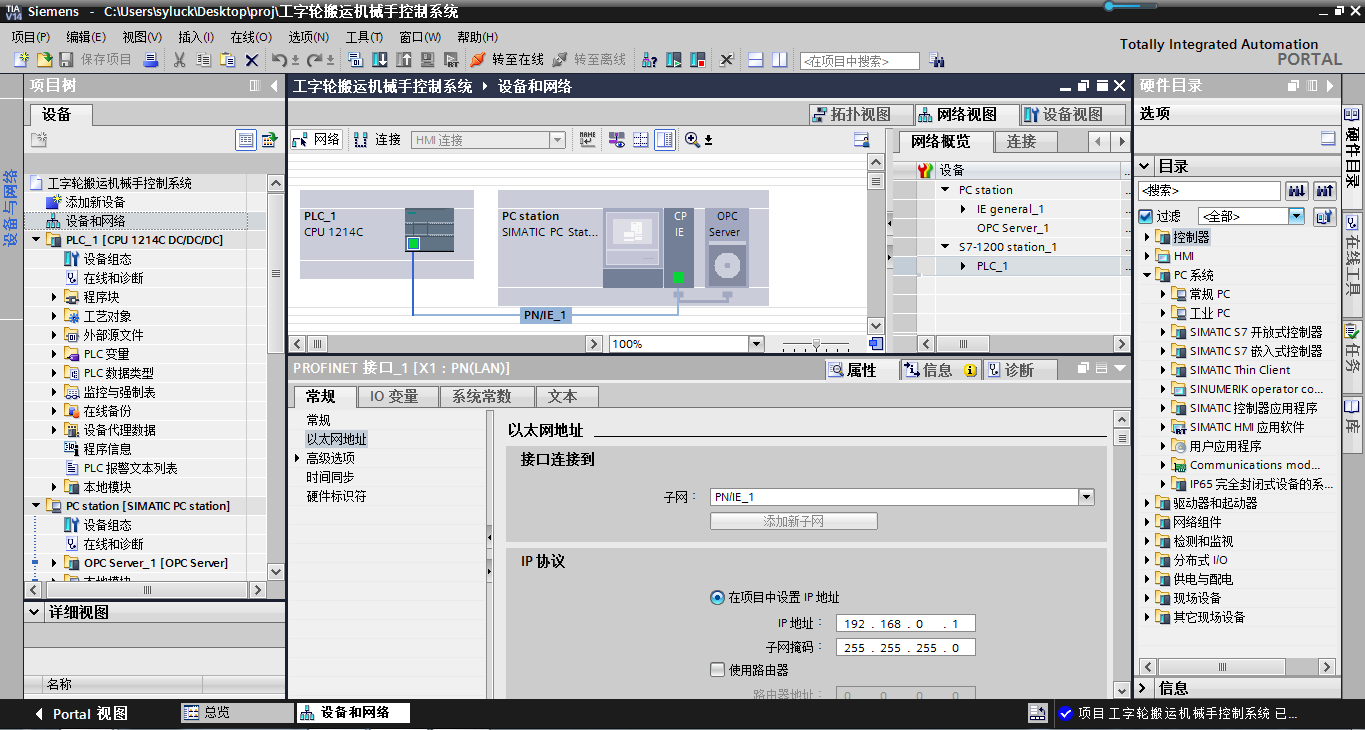
图5-3 PLC以太网配置
在PC Station中IE模块的Ethernet端口的属性栏“以太网地址”中同样设置“子网”名称为“PN/E_1”,在“MAC地址”、“IP地址”以及“子网掩码”栏中输入相应的地址,完成 PC Station的以太网配置。如图5-4所示。
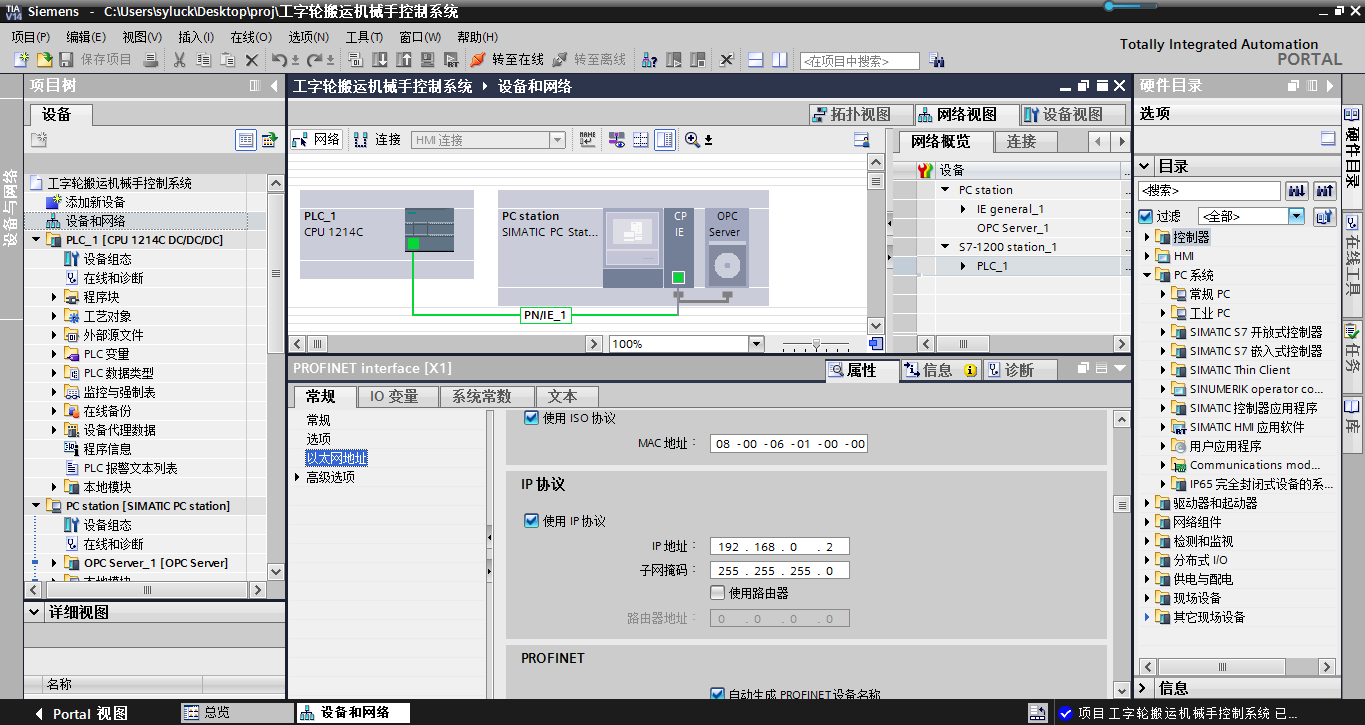
图5-4 PC Station以太网配置
6 总结 通信系统代写
本课题针对实际生产中绕线工字轮的运送存在着因行程、负载、定位准确率等不足无法运送而主要依靠人工运送的现状,以盘重较大的工字轮作为研究对象,开发设计了PLC的工字轮运送控制系统。在对工字轮运送系统进行总体设计的基础上,完成了工字轮目标的识别与定位,同时基于PLC的运动控制实现了工字轮的自动运送。。
参考文献
[1]岳孜. 《中国制造2025》背景下制造业智能化发展分析[J].社会科学战线,1996(11):261-264.
[2]吴斌. 我国线材近年生产及进出口回顾与分析[N].世界金属导报,2018.
[3]朱良. 机器视觉在工业机器人抓取技术中的应用[D].中国科学院研究生院,2016.
[4]魏前龙. 基于视觉定位的六轴工业机器人搬运系统设计与研究[D].合肥:合肥工业大学,2017.
[5]彭路. 面向散热器自动搬运的视觉测量系统[D].沈阳:沈阳理工大学,2008.
[6]李湘伟,吴翩卉,王锐鹏. 基于机器视觉识别的小型机器人分拣搬运系统的研制[J].机床与液压,2015,43(10):161-164.
[7]郭艳萍,张超英. 基于PLC的工业机械手控制系统[J].仪表技术与传感器,2007(09):31-32+56.
[8]吴荥荥. 基于机器视觉的零部件质量检测硏究[D].江苏大学,2017.
[9]陈兵旗. 机器视觉技术[M].北京:化学工业出版社,2018.
[10]舒娜. 摄像机标定方法的研究[D].南京理工大学,2014.
[11]张军,雷川川. 一种新型AGV驱动单元结构设计与分析[J].机械设计与制造,2018(07):137-139.
[12]张静平. 基于机器视觉的QFN芯片表面检测系统设计[D].东南大学,2017.
[13]徐建明,张健,吴世民,俞立. 基于ARM的机械手运动控制系统设计[J].浙江工业大学学报,2014,42(03):243-248.
[14]李方宁. 高清高速CMOS相机系统设计[D].中国科学院硏究生院,2014.
[15]简川霞. 手机玻璃屏表面缺陷机器视觉检测与分类方法硏究[D].广东工业大学,2017.
[16]黄静,陈汉伟. 移动机器人全局路径规划算法的硏究[J].仪表技术与传感器,2014(12):80-83.
[17]张丹,熊雄. 基于遗传算法的航空磁探仪搜索路径优化算法[J].电光与控制,2017,24(01):102-107.
[18]Arshad N, Moon K s, Kim J N. An Adaptive Moving Ship detectio Tracking Based on Edge Information Morphological Operations[J].Proceedings of SPie- The International Society for Optic al En gineering,2011(18):82-85.
[19]Upraity H, Arya K V. Efficient face recognition using morphological y perations[C].International Conference on Industrial Information Systems. IEEE,2015.
[20]Hassan Gehad, El-Bendary Nashwa. Retinal Blood Vessel Segmentation Approach Based on Mathematic al Morphology[J]. Procedia Computer Science,2015,65:612-622.
[21] 叶希梅.IO口输出控制实验设计[J].武夷学院学报,2018.
[22] Ephrem Ryan Alphonsus,Mohammad Omar Abdullah.A review on the applications of programmable logic controllers (PLCs)[J].Renewable and Sustainable Energy Reviews,2016.
[23] 张还.常用梯形图程序设计方法在PLC实验中的应用[B].机械制造与自动化,2011.
[24] 刘思华.可编程控制器(PLC)应用程序的仿真[D].济南:山东大学,2005:45—52.
[25] 李军.基于组态王的PLC教学实验仿真系统的实现[J].智慧工厂,2018(03):48-51.
[26] 孙旭霞,李生民,张维娜.工业自动化通用组态软件──“组态王”的功能分析及应用[J].仪器仪表用户,2001(04):29-31.
[27] 张菁,赵鹏,郭红霞.基于组态王的步进电机控制系统设计[A].榆林学院学报,2018.
[28] 代保华,欧阳萱.PLC在定位控制系统中的应用[J].武汉交通科技大学学报,1998(3).
[29] 郑春禄.PLC与单片机技术选用策略[J].湖北农机化,2018(11).
[30] 黄先科.手机APP界面设计与布局[J].信息与电脑(理论版),2017(05):154-156.
[31] 关云彪,刘兵,张亚文,杨亮.浅析电气工程及其自动化中存在的问题及解决措施[J].广东蚕业,2018,52( 05) : 29.
[32] 浅析变电站自动化系统设计及运行的几个问题[J]. 张延,吴云.华中电力. 2003(04).
[33] 代保华,欧阳萱.PLC在定位控制系统中的应用[J].武汉交通科技大学学报,1998(3).
[34] 阿怀君.浅析新形势下电气工程及其自动化存在问题及应对策略[J].建材与装饰,2017( 46) : 205.
[35] 杨士元可编程序控制器编程应用和维修.清华大学出版社.
[36] 邢光琦.浅析电气工程及其自动化现状[J].民营科技, 2018( 01) : 50.
[37] 电力拖动与控制.周立;徐建华.徐州:中国矿业大学出版社,2011.12.
[38] 基于组态技术的舞台吊杆控制系统设计① .李慧;元倩倩.科技创新导报,2019.
[39] 信息共享技术在数字化动模中的应用.王新鹏.[40] 王彪.新形势下电气工程及其自动化中存在的问题及解决措施[J].纳税,2018( 09) : 232-233.
[40] 王彪.新形势下电气工程及其自动化中存在的问题及解决措施[J].纳税,2018( 09) : 232-233.
致谢
感谢学校给我提供了一个好的学习环境,时间入白驹过隙,转眼四年的求学生涯已经走到了尾声,虽然有这太多的不舍,但是天下无不散之宴席,此去经年,不知何时才能有机会相见,希望各位同学,各位老师以及学校发展的越来越好。
即将步入工作的我也是对四年的学习做出了总结,这篇论文就是最好的诠释,对我而言,这篇论文大部分的功劳都属于我的导师,不论是选题,还是中间写作过程,再到最后的定稿答辩,都离不开导师的指导与帮助,在此,向导师表示衷心的感谢以及崇高地敬意。
此外,还要对求学期间的各位老师,同学进行感谢,没有各位老师对专业知识的教导,我也无法完成这篇论文,没有各位同学的帮助也没法完成这篇论文。不论是在学习上,还是生活上,各位老师和同学都是给予了不可或缺的帮助,正是因为有这些老师和同学的存在,陪伴,才让我的大学生活如此精彩。
最后,还要对各位答辩和评审的各位老师表示感谢,感谢你们能在百忙之中抽空对这篇论文进行评审,虽然这次的论文并不是很出彩,但是这次的经历一定会让我在以后得工作之中更加的得心应手。
再次向导师,各位老老师,各位同学,答辩评审组的老师表示由衷的感谢。



